- Cristal 3D rugoso y recubierto
- Alturas estándar de estructuras 3D: 50 µm und 100 µm
- Medidas de la tablilla 3D: 175 mm x 175 mm
- Tamano del area de medicion: ca. 125 mm x 125 mm
- Opcional Certificado de calibracion para x / y precision y altura (Standard y Standard Plus)

Tablilla de medicion de vidrio 3D para verificacion SPI
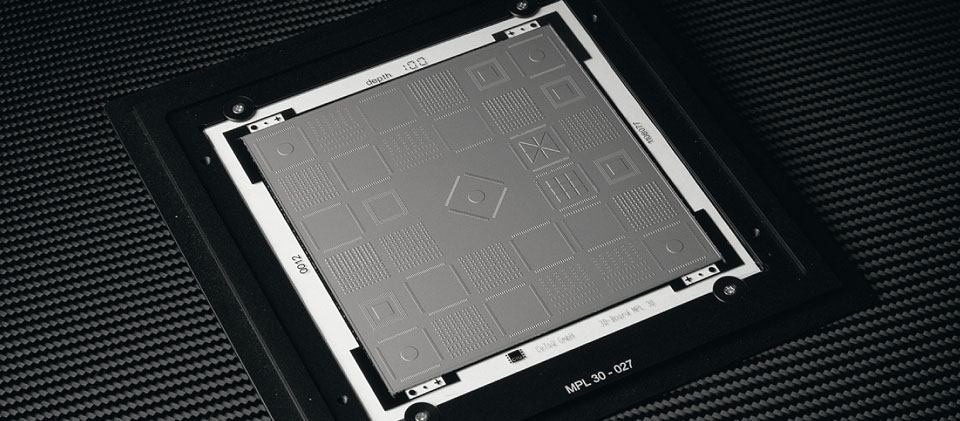
3D-SPI Board
El montaje en superficie (SMT) eficiente y rentable requiere un alto grado de conocimiento del proceso. El primer paso del proceso, la impresion de soldadura en pasta, generalmente se considera crucial para la calidad del producto. Por un lado, una aplicacion de pasta precisa coloca la primera piedra de la union de soldadura. Por otro lado, cualquier error que se haya encontrado se puede corregir de forma relativamente economica. En consecuencia, los sistemas de inspeccion automatica para la aplicacion de pasta (Inspeccion de soldadura en pasta) son muy populares. Estos sistemas proporcionan valores de medicion de parametros de proceso relevantes de la impresion de soldadura en pasta. En general, estas son: posiciones x, y, altura, volumen y area de los depositos transferidos. La informacion se puede utilizar, por un lado, para el control directo del proceso y, por otro lado, tambien para evaluar la capacidad de procesamiento de los productos. El conocimiento de esto permite identificar fallas y por lo tanto, una mejora de la calidad de produccion. La extraccion confiable de datos relevantes para el proceso tambien es interesante bajo el lema "Industria 4.0"
Un ejemplo del uso de los valores medidos para el control directo del proceso es la observacion del volumen de soldadura transferido y la altura del deposito a lo largo del tiempo. Si se nota un aumento aqui, esto indica una contaminacion de la superficie inferior del estencil. Si uno reconoce tal fenómeno, puede contrarrestarlo con una limpieza de la parte inferior. En este contexto, la retroalimentacion automatica de los resultados de medición desde el SPI a la impresora parece ser un medio eficaz para mejorar la calidad de la produccion. Actualmente, muchos fabricantes de SPI ofrecen interfaces correspondientes para la correccion de la desalineacion de la impresion. Ademas, hay esfuerzos para intervenir en el proceso de montaje mediante las posiciones de la soldadura-pad medidas: ejemplo., la posicion de los componentes debe adaptarse a las posiciones de la soldadura-pad medido. A mas tardar en este punto, el sistema de inspeccion automatica se convierte en un sistema de medicion automatico y se debe plantear la cuestion de la precision de la medicion.
Especificaciones tecnicas
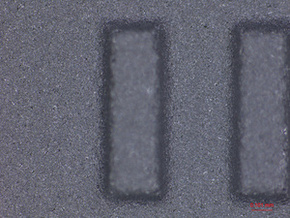
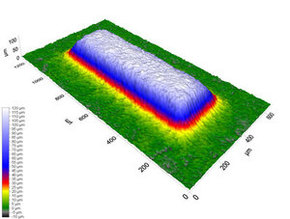
Con las referencias normales disponibles en el mercado hasta ahora, una verificacion correspondiente era insuficiente, ya que no habia estructuras comunes en el proceso de SMT. CeTaQ ha asumido este desafio y ha desarrollado una tablilla de referencia para investigar la capabilidad de medicion de los sistemas SPI. La esencia es un cristal estructurado tridimensional. Esta incrustado en un soporte de aluminio que protege el crital y permite un facil manejo en una linea de produccion SMT. La superficie del crital esta rugosa y recubierta con una capa de cromo. Por defecto, es gris plateado y refleja todo el espectro de luz. Las estructuras en el cristal son tipicas de las placas de circuito impreso en la produccion de SMT, y tambien se han reproducido defectos de fabricacion, como los cortos de soldadura en la tablilla. Para la mayoria de los sistemas SPI, las estructuras se parecen a los depositos normales de soldadura en pasta. Aqui hay una foto de un pin QFP tomada por una maquina SPI y un modelo creado por un dispositivo de medicion con un escaner laser.
Procedimiento de medicion
Para la prueba de la precision de medicion, la tablilla de referencia se pasa a traves del sistema y se mide varias veces. Los datos registrados se exportan y evaluan con nuestro software de estadisticas CmCStat. El usuario de SPI crea el programa necesario con la ayuda de un archivo Gerber. La referencia a los pads en el tablero se realiza a travas de un archivo PIN-CAD correspondiente. Normalmente, la evaluacion se realiza con diferentes orientaciones de la placa en la maquina. Esto significa que la tablilla se mide primero a 0 grados y luego a 180 grados de orientacion. Se evalua la reproducibilidad de los mismos pads. Con este procedimiento, cualquier error de rotacion potencial se incluye en la valoracion.

Ademas, se hacen visibles las influencias de diferentes geometrias de los pads.
A menudo, el valor real medido esta directamente relacionado con el tamano del pad.
Los pads mas pequenos generalmente se miden demasiado planas.

Datos tecnicos
- Fiduciales para reconocimiento de posicion global
- dos-polos: 0201, 0402, 0603
- QFP: TQFP80, TQFP100, TQFP128
- BGA: BGA228
- planos de tierra
- Estructuras de defectos: cortos de soldadura, bolas de soldura, defectos e insuficiencias
- Precision posicional de las estructuras 3D. < +/- 5 µm
- Precision posicional del fiducial < +/- 3 µm
- Altura constante en todo el tablero +/- 2% (la altura de la estructura al area circundante)